
Implementation of Ultrasonic Welding
Overview
During my time at Dekobo, one of my responsibilities was identifying opportunities to improve existing products and manufacturing processes. One of the most significant bottlenecks was the sealing of the pool cover slats, where every end cap had to be manually bonded with silicone and left to cure for up to 20 days before final assembly. This process significantly increased lead times and limited production efficiency.
Although ultrasonic welding had been investigated several years earlier, the concept was never implemented. After joining Dekobo, I was asked by the company owner to re-evaluate the technology, determine whether it could provide a viable alternative to the existing silicone sealing process, and lead the development if successful.
Project Development
I began by benchmarking leading competitors in the automatic pool cover industry, many of whom had already adopted ultrasonic welding. This research confirmed that the technology had the potential to significantly reduce production lead time while improving process consistency. After presenting my findings, the project was approved and I began evaluating equipment suppliers. Following discussions with several manufacturers, Sonic Italia was selected to provide the ultrasonic welding solution.
Product Redesign
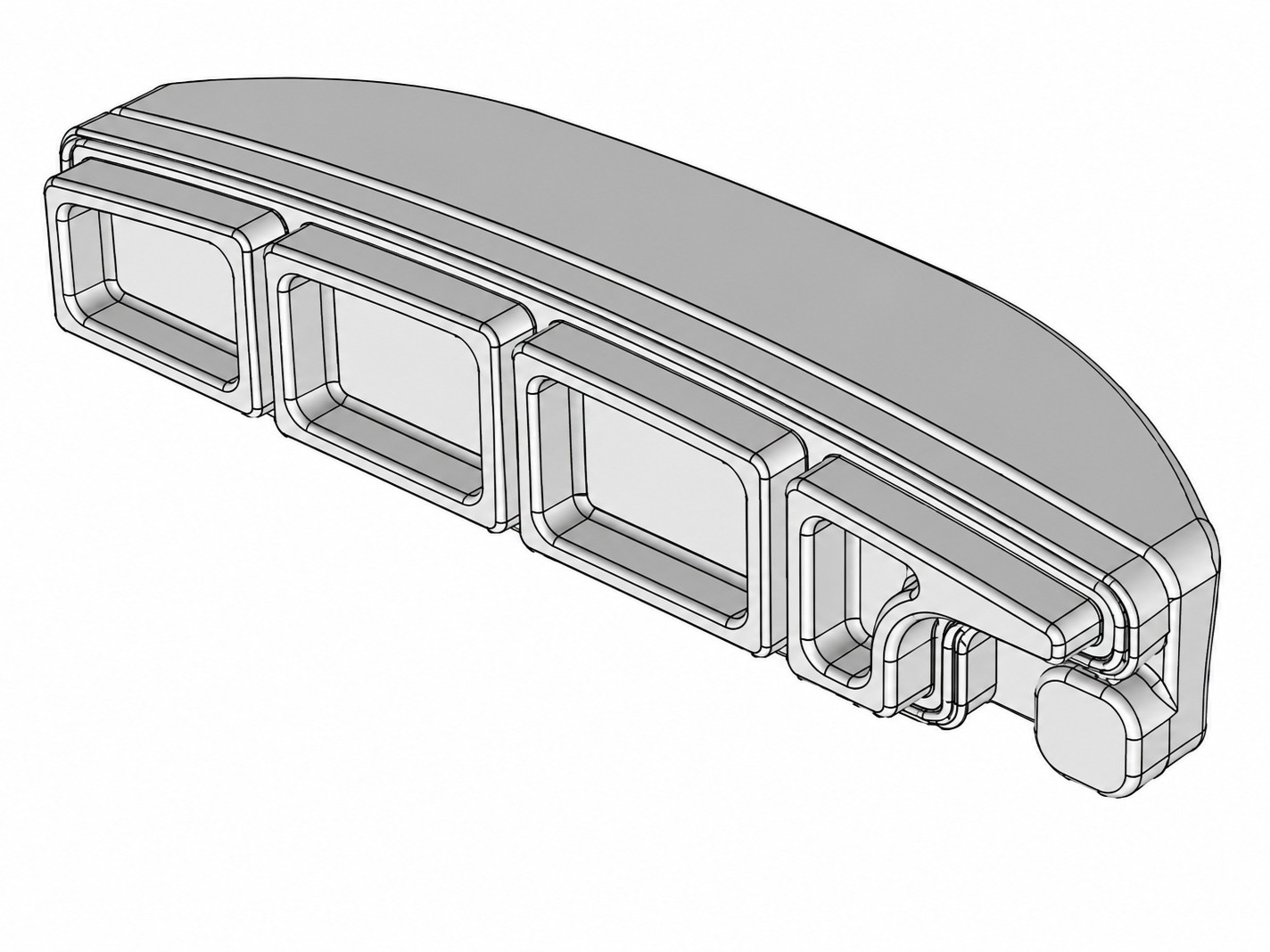
The project ultimately required a complete redesign of the end caps rather than simply modifying the existing design. In addition to incorporating features required for ultrasonic welding, such as energy directors, I used the opportunity to improve the product itself. The new end caps were developed as a modular system with interchangeable outer components, creating a platform that could support future variants with different lengths or additional functionality while maintaining the same core design. Particular attention was also given to improving part alignment during assembly while preserving the product's existing appearance.
Prototype Development
To minimise tooling investment during development, we partnered with Protolabs to manufacture prototype components using aluminium injection moulding tools. This allowed multiple design iterations to be produced quickly and economically before committing to production tooling. Throughout development, I worked closely with both Protolabs and Sonic Italia to ensure the design satisfied the requirements of both injection moulding and ultrasonic welding. Between design iterations, I continuously evaluated concepts using 3D-printed parts before progressing to injection-moulded prototypes.
Once the design was finalised, Sonic Italia developed a custom ultrasonic sonotrode specifically for the new end cap geometry, while their partner, Fabotex, integrated the welding system into a dedicated production machine. After the first prototype components were manufactured, I travelled to Italy to participate in the initial testing and validation of the process.
Validation & Process Optimization
During the initial trials, we discovered that inconsistent alignment between the end cap and the polycarbonate slat resulted in water leakage. After returning to Dekobo, I redesigned the connecting geometry to ensure repeatable positioning during welding and commissioned a second round of prototype components.
Following the arrival of the welding machine at Dekobo, I continued validating the process in-house. Although the redesigned components significantly improved the results, occasional leakage still occurred. After systematically evaluating the welding parameters, I concluded that the root cause was not the welding process itself but dimensional variation in the extruded polycarbonate slats. With wall thicknesses of approximately 1 mm, small deformation introduced during extrusion and cutting occasionally prevented a perfect weld.
Rather than continuing to optimise a process that had reached its practical limits, I developed a hybrid sealing solution by applying a small amount of UV-curing adhesive around the welded joint. This compensated for the dimensional variation while preserving the speed advantages of ultrasonic welding. The resulting assemblies consistently passed leak testing, and several samples were installed in a swimming pool for real-world validation, where they performed successfully.
Outcome
The project demonstrated that ultrasonic welding could significantly reduce manufacturing lead time while improving process consistency and eliminating the long silicone curing process. Unlike the previous manufacturing method, the welded slats could be assembled into the final product immediately after welding, removing the need for weeks of curing before production could continue.
Although a small amount of UV-curing adhesive was ultimately required to compensate for extrusion tolerances, the new manufacturing process consistently produced watertight assemblies that successfully passed both laboratory leak testing and real-world validation.
In addition to improving throughput, the dedicated ultrasonic welding machine significantly improved operator ergonomics by replacing the manual silicone bonding process with a faster, cleaner, and more repeatable operation.
Before leaving the company, I completed the development and validation phase of the project, including prototype testing, machine commissioning, and production validation.